
Tüm ürünler
İlgili kişi :
Mary
Telefon numarası :
13724578129
Naber :
+8613724578129
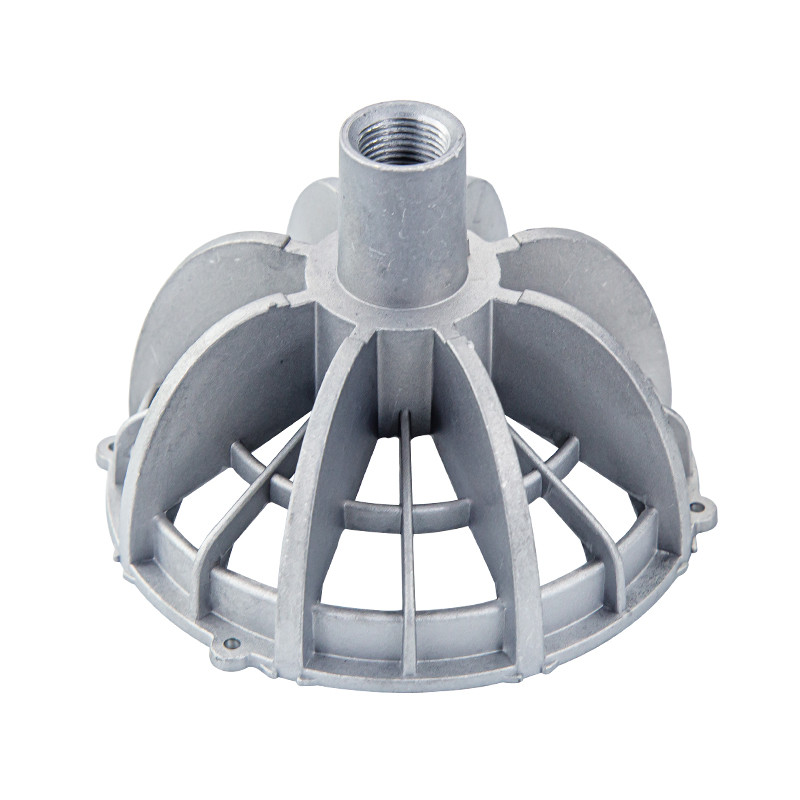
OEM Kumlama Alüminyum Döküm B390 LED Masa Işık Soğutucu








Contact me for free samples and coupons.
Whatsapp:0086 18588475571
Wechat: 0086 18588475571
Skype: sales10@aixton.com
If you have any concern, we provide 24-hour online help.
xÜrün ayrıntıları
| Başvuru | LED aydınlatma | İşlem | döküm |
|---|---|---|---|
| Malzeme | B390 | Yüzey | eloksal |
| Hata payı | +/-0.01 mm | Renk | özelleştirilmiş |
| Vurgulamak | B390 Alüminyum Döküm,OEM Kumlama Alüminyum Döküm,Hafif Soğutucu Döküm Parçaları |
||
Ürün Açıklaması
Alüminyum Döküm OEM Üreticisi Alüminyum Alaşımlı LED Masa Işık Soğutucu
| Açıklama: | masa lambası |
| Ürün adı: | Alüminyum alaşımlı LED Masa lambası soğutucu |
| Malzeme: | ADC12, A380 |
| Logo: | Özel logolu baskılı veya lazer |
| Bitiş: | Boyama, Toz püskürtme, Kum püskürtme |
| Ambalajlama: | Basit EPE çantası, 20 adet/ctn |
| Renkler: | Gümüş, Siyah, Beyaz |
| İşlem: | Döküm, İşleme, Bitirme, Muayene, Paket |
ALÜMİNYUM ALAŞIMLI DÖKÜM
Her zaman sahneye çıkan yeni teknolojilerle, aydınlatma tasarımcıları için çok heyecan verici zamanlar.Ancak kalıp döküm için parça tasarlamak sizin uzmanlık alanınız olmayabilir.
Parlak tasarım konseptinizi tamamen işlevsel bir üretim parçasına getirmeye yardımcı olmak için üretim için tasarım konusunda deneyimli bir döküm ortağına ihtiyacınız olan yer burasıdır.
Çin'in önde gelen aydınlatma parçaları üreticilerinden biriyiz.İster alüminyum, ister çinko veya magnezyum alaşımları isteyin, özel aydınlatma uygulamalarınız için yüksek kaliteli ürünler sunabiliriz.Ekibimiz, hem dış mekan hem de iç mekan kullanımı için aydınlatma parçaları için kapsamlı bir pres döküm hizmetleri menüsü sunar.
Tüm endüstrilere çok çeşitli basınçlı döküm ve ilgili hizmetler sağlama konusunda 15 yıldan fazla deneyime sahibiz.Bu deneyim düzeyiyle, ihtiyaçlarınıza ve bütçenize uygun doğru aydınlatma çözümünü geliştirmemiz için bize güvenebilirsiniz.Hizmetlerimiz, projenize bağlı olarak hızlı prototipleme, ürün tasarımı, özel takımlama, son işlem ve işlemeyi içerir.
Alüminyum Döküm Alaşımları
| ALÜMİNYUM DÖKÜM ALAŞIMLARI | |||||
| (Kompozisyon, Özellikler ve Karakteristikler) | |||||
| ALAŞIM BİLEŞİMİ (% maks veya aralık) |
A360 (ADC3) | A380 (ADC10) | A383 (ADC12) | A390 (ADC14) | A413 (A13) |
| Silikon | 9~10 | 7.5.-9.5 | 9.5-11.5 | 16-18 | 11~13 |
| Demir | 1.3 | 1.3 | 1.3 | 1.3 | 1.3 |
| Bakır | 0,6 | 3/4 | 2/3 | 4/5 | 1 |
| Manganez | 0.35 | 0,5 | 0,5 | 0,5 | 0.35 |
| Magnezyum | 0.40-0.60 | 0.1 | 0.1 | 0.45- 0.65 |
0.1 |
| Nikel | 0,5 | 0,5 | 0,3 | 0.1 | 0,5 |
| Çinko | 0,5 | 3 | 3 | 1.5 | 0,5 |
| Teneke | 0.15 | 0.35 | 0.15 | 0,2 | 0.15 |
| Titanyum | - | - | - | 0,2 | - |
| Toplam diğerleri | 0.25 | 0,5 | 0,5 | 0,2 | 0.25 |
| Alüminyum | bal. | bal. | bal. | bal. | bal. |
| ÖZELLİKLER | A360 | A380 | A383 | A390 | A413 (A13) |
| nihai çekme (ksi) |
46 | 47 | 45 | 40.5 | 42 |
| Çekme Akma Dayanımı (ksi) | 24 | 23 | 22 | 35 | 19 |
| Uzama (% 2" GL cinsinden) | 3.5 | 3.5 | 3.5 | 3.5 | |
| Sertlik (BHN) | 75 | 80 | 75-80 | 85 | 120 |
| Kesme Dayanımı (ksi) | 26 | 27 | 25 | - | 29 |
| Charpy darbe dayanımı (ft.lb.—çentiksiz) | 4.2 | 3.5 | - | - | 2 |
| Yorulma mukavemeti (ksi) (limit@ 500 milyon döngü) | 18 | 20 | 19 | - | 20 |
| Yoğunluk (lb./inç.3) | 0.095 | 0.098 | 0.097 | 0.099 | 0.096 |
| Erime aralığı (˚F) (Yaklaşık) | 1035- 1105 |
1000- 1105 |
960- 1100 |
945- 1200 |
1065- 1080 |
| Özgül ısı (Btu/lb. ˚F) | 0.23 | 0.23 | - | - | - |
| termal katsayısı genişleme (in./in./ ˚F) |
11.8 | 11.7 | 11.5 | 11.7 | 10.3 |
| Termal iletkenlik (Btu/fthr. ˚F) | 65.3 | 55.6 | 55.6 | 78.6 | 67.7 |
| Elektriksel iletkenlik (%IACS) | 29 | 23 | 23 | 25 | 31 |
| Elastikiyet modülü (106 psi) | 10.3 | 10.3 | 10.3 | 11.9 | 10.3 |
![]()
Bir pres dökümün parametrik bir modelini oluştururken dikkate alınması gereken bir dizi geometrik özellik vardır:
· Çekiş, dökümün kalıptan kolayca çıkarılmasını sağlamak için maçalara veya kalıp boşluğunun diğer bölümlerine verilen eğim veya koniklik miktarıdır.Kalıbın açılma yönüne paralel olan tüm pres döküm yüzeyleri, dökümün kalıptan uygun şekilde çıkarılması için çekim gerektirir. Uygun çekim özelliğine sahip dökümlerin kalıptan çıkarılması daha kolaydır ve yüksek kaliteli yüzeyler ve daha hassas sonuçlar verir. tamamlanmış ürün.
· Dolgu, aksi takdirde keskin bir köşede veya kenarda buluşacak olan iki yüzeyin kavisli birleşimidir.Basitçe, istenmeyen kenarları ve köşeleri gidermek için bir döküme filetolar eklenebilir.
· Ayırma çizgisi, bir kalıbın iki farklı tarafının bir araya geldiği noktayı temsil eder.Ayırma çizgisinin konumu, kalıbın hangi tarafının kapak ve hangisinin ejektör olduğunu tanımlar.
· Montajı gerekecek parçalar için stand-off ve montaj noktaları olarak hizmet etmek için pres dökümlere başlıklar eklenir.Basınçlı dökümün maksimum bütünlüğü ve sağlamlığı için göbeklerin evrensel duvar kalınlığına sahip olması gerekir.
· Arttırılmış duvar kalınlığı olmadan maksimum mukavemet gerektiren tasarımlar için ek destek sağlamak için bir kalıp dökümüne kaburgalar eklenir.
· Delikler ve pencereler, kalıp dökümü sırasında özel dikkat gerektirir çünkü bu özelliklerin çevreleri, katılaşma sırasında kalıp çeliğini kavrar.Bu etkiye karşı koymak için delik ve pencere unsurlarına cömert draft eklenmelidir.
S1: Nasıl alıntı yapmanız gerekiyor?
Resimli kaba bir fiyat verebiliriz, ancak doğru bir fiyat almak için lütfen aşağıdakileri sunun
bilgi:
1. 2D ve 3D (biçim:CAD/PDF/DWG/DXF/DXW/IGES/STEP vb.)
2. Malzeme
3. Gerekli miktar
4. Yüzey işleme
5. Herhangi bir özel paketleme veya diğer gereksinimler
S2: Minimum Sipariş Adedi nedir?
Düşük miktarı kabul edebiliriz.
S3: Kontrol için numune alabilir miyim?
Evet, sadece numune maliyetine ve nakliye maliyetine ihtiyacınız var, seri üretimde geri iade edeceğiz.
S4: Sadece kaba bir konseptim varsa benim için ürün tasarlayabilir misiniz?
Evet!Tüm ihtiyaçlarınızı bize ilettiğiniz sürece tasarım hizmeti de sunabiliriz.
S5: Önde gelen zaman nedir?
Miktarına bağlıdır. Genellikle sipariş onayından sonra 5-20 gün.
Önerilen Ürünler